KOMPLETTE ANLAGEN FÜR INDUKTIONSERWÄRMUNG




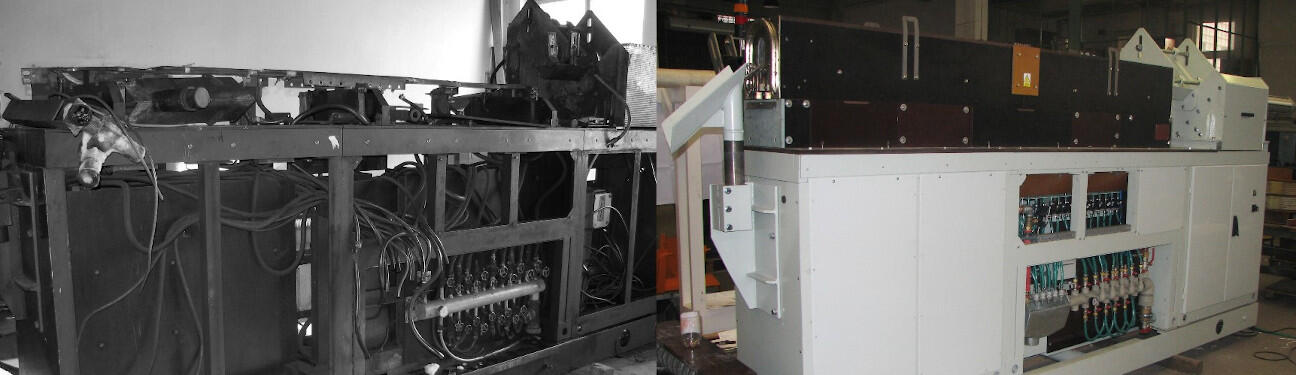
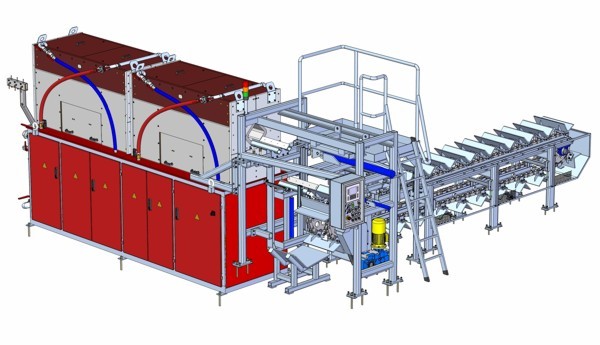
This heater are designed for induction heating of square or round cross-sectional steel billets up to forging temperatures. A part of the system is a horizontal conveyor equipped with V-shaped steps into which the operator places cold billets. This conveyor continues to an angled shifter which transfers the bille to a lifting carrier. The carrier lifts the billet in the front of a pneumatic piston which then pushes the billet into the inductor based on the set cycle time of the current batch. At the same time the cold billet is pushed into the inductor, one heated billets exits the opposite end of the inductor. A pyrometer measures the temperature of the exiting piece and impulse is given to the manipulator to remove the heated billet from the inductor (the manipulator is not standard equipment).
Control of the heater is handled by a Siemens programmable logic controller (PLC). The temperature of each heated piece is measured with a non-contact pyrometer and the time/date stamp and temperature value can be saved to the PLC memory. The operator interfaces with the induction heater using the control panel which includes push-buttons and the interactive PLC display. The heater parameters (desired temperature, power level, temperature ranges, employee code, etc) is all set on the PLC display. This same display also communicates any faults in the induction heating system to the operator.
| Heated Material | magnetic steel | ||
| Billet Dimensions | Ø D / Square (one side) | [mm] | 140 - 230 / 140 - 180 |
| length l | [mm] | 1,2 D - 500 | |
| Power Output | [kW] | 630 | |
| Frequency Range | [Hz] | 200 - 600 | |
| Maximum Process Capacity | [kg/h] | 1600 | |
| Exit Billet Temperature | [°C] | 1250 | |