KOMPLETTE ANLAGEN FÜR INDUKTIONSERWÄRMUNG




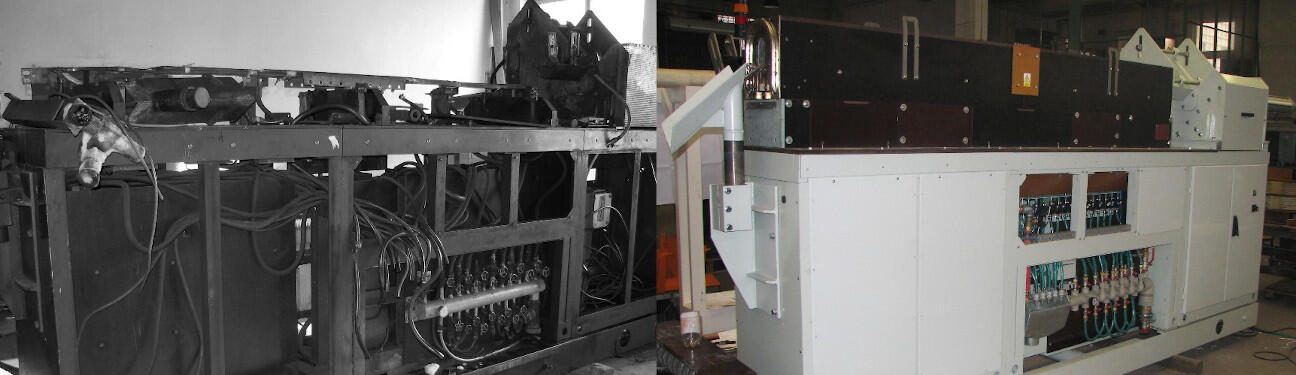
This heater was reconstructed for the Škoda Auto Mladá Boleslav Company (cell #4) and is designed for the induction heating of cross-sectionally round or square billets up to forging temperatures.
During its reconstruction, pneumatic, cooling and electrical components were all completely upgraded. The new heater is controlled by a Siemens programmable logic controller (PLC). The re-designed gravitional chute allows for creating a feedstock in front of the pneumatic feed piston. Inductor connections were completed re-designed. This particular change uses a new inductor construction design, which greatly reduces the time needed for inductor change-outs (to about 10 mins).
The heated billets fall out of the inductor onto the new conveyor with a heated billet sorter. The temperature of the heated billet is measured by a contactless thermometer UPF IV-G. The output of the heater is controlled according to the temperature as well as the heated billet sorter. It sorts the billets into three groups (properly heated, underheated and overheated ones).
The operator interfaces with the induction heater using the control panel (on the press) which includes push-buttons and an interactive PLC display. The heater parameters (desired temperature, power level, temperature ranges, employee login, etc.) are all set on the PLC display. This same display also communicates any faults in the induction heating system to the operator.
| Heated Material | magnetic steel | |
| Billet Dimensions | Ø D, [mm] | 30 - 60 |
| Length l [mm] | 1,2D - 200 | |
| Power [kW] | 400 | |
| Frequency [kHz] | 1 - 3 | |
| Maximum Process Capacity [kg/h] | 800 | |
| Billet Delivery Temperature [°C] | max. 1250 | |