KOMPLETTE ANLAGEN FÜR INDUKTIONSERWÄRMUNG




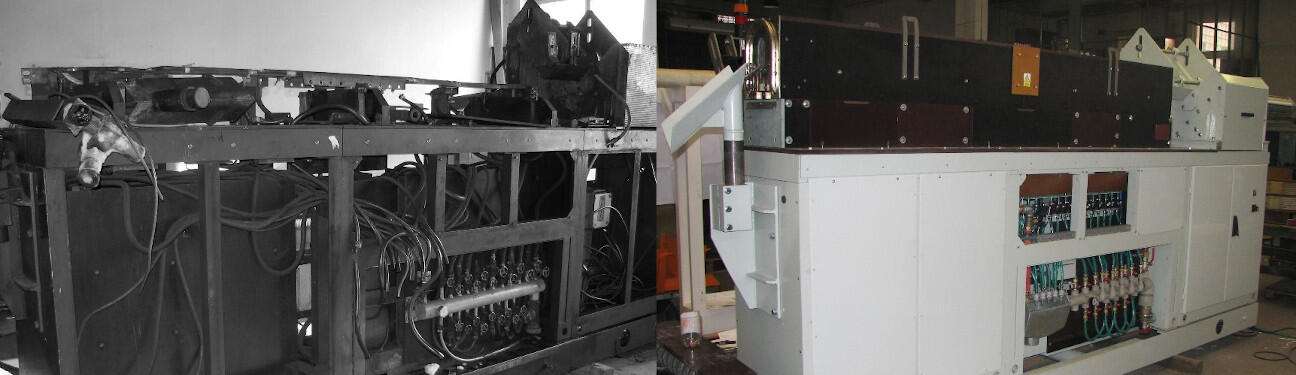
This heater series is designed for induction heating of cross-sectionally round steel billets up to forging temperatures. One part of this system is the bin unloader, which handles emptying of the material bininto the vibratory drum feeder. The billets leave the drum feeder oriented lengthwise and consecutively to a conveyor with a pneumatic jaw mechanism. These jaws advance the billets toward the inductor opening. Furthermore the heater is equipped with a hot billet sorter that redirects improperly heated pieces (overheated or underheated) to prevent them from continuing on to the press. heater control is handled by an Allen-Bradley programmable logic controller (PLC). The temperature of each heated piece is measured with a non-contact pyrometer and the time/date stamp and temperature value can be saved to the PLC memory. The operator interfaces with the induction heater using the control panel which includes push-buttons and an interactive PLC display. The heater parameters (desired temperature, power level, temperature ranges, employee code, etc) are all set on the PLC display. This same display also communicates any system faults to the operator.
| Heated Material | magnetic steel | |
| Billet Dimensions | Ø D [mm] | 40 |
| Length l [mm] | 52 | |
| Power [kW] | 200 | |
| Maximum Process Capacity [kg/h] | 260 | |
| Billet Delivery Temperature [°C] | 1300 | |