KOMPLETTE ANLAGEN FÜR INDUKTIONSERWÄRMUNG




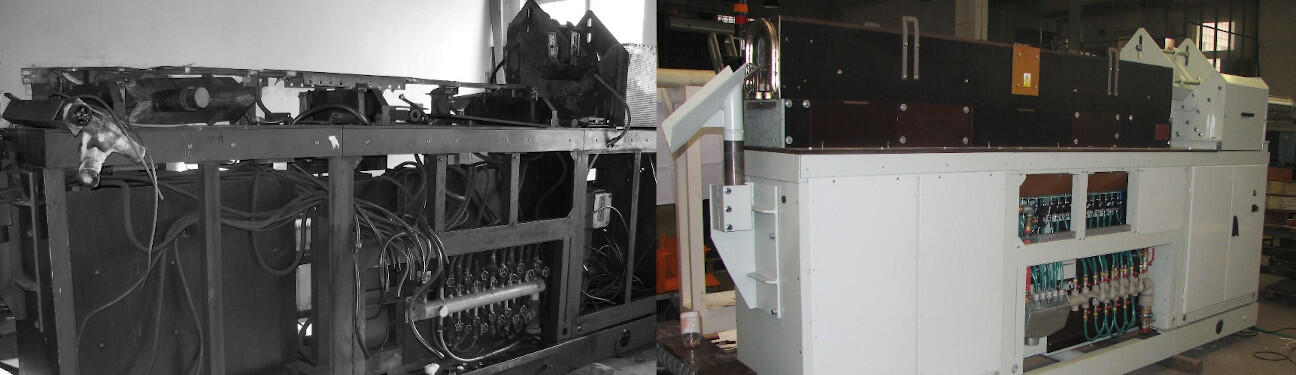
Induction heater made for Peikko Slovakia s.r.o. Kráľová nad Váhom is used for induction heating of roxor rod ends with circular cross-section up to forging temperature. It consists of input conveyer, heater box, inductor, transistor frequency converter and three-phase transformer.
The operator puts the roxor rods on the beds of the step conveyer which steps in accordance with the heating cycle. The conveyer is adjustable and it is necessary to adjust it according to the length of the heated rod. At each step the input positioner sets the required heated length. After moving through the heater the rod falls out to the chute where it is shifted by the outlet positioner so that its hot end is always in the same position regardless of the length of the roxor rod and its accuracy. After leaving the inductor the temperature of the heated end is measured by the contactless thermometer UPF IV-G. The induction heater is controlled by Programmable Logic Controller (PLC) made in Unitronics. The operation is done from the control box (placed on the press) with buttons and the communication panel. Parameters of induction heating are set on the communication panel. Moreover, all failures of the heater are displayed in text on this panel, including the instructions for troubleshooting
| Heated material | magnetic steel | |
| Dimensions of rods | Ø D [mm] | 10 - 20 |
| length l [mm] | 155 - 750 | |
| length of heated part l [mm] | 40 - 80 | |
| Output [kW] | 120 | |
| Maximum heated amount (for Ø 80) [pcs/h] | 450 | |
| Rated output temperature of heated rod end [°C] | 1100 | |