COMPLETE EQUIPMENT FOR INDUCTION HEATING




The ROBOTERM Ltd. company manufactures and repairs inductors of all shapes and sizes:
We design inductors with regard to the required temperature distribution, required power, maximum efficiency and long service life. Advanced computer simulations combined with many years of experience allow us to offer our customers always the best possible solution.
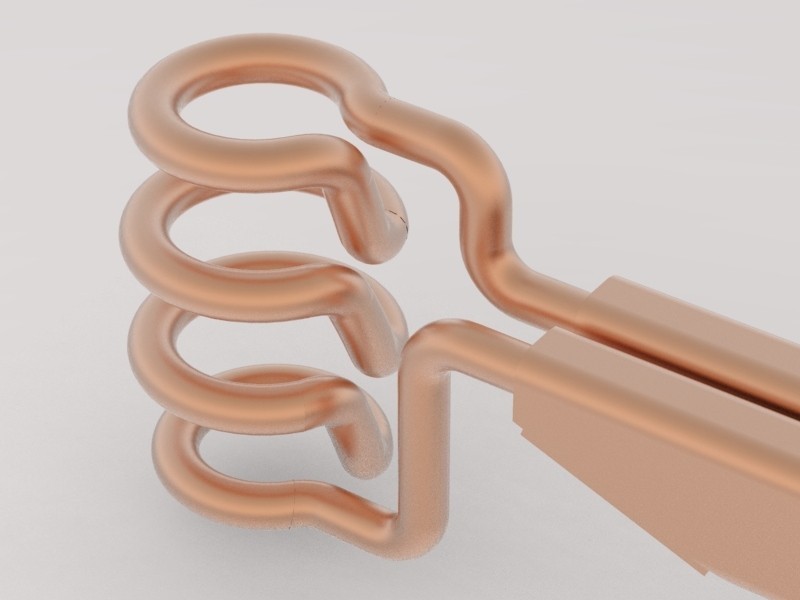
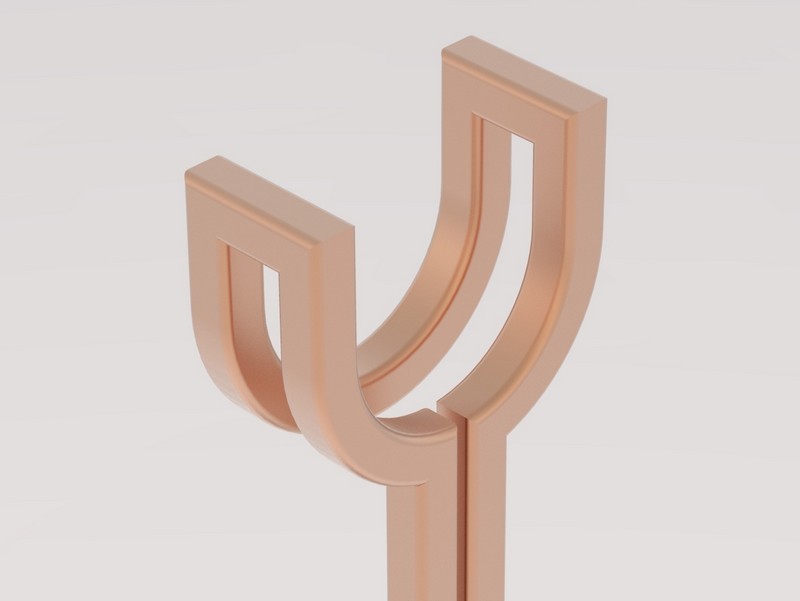
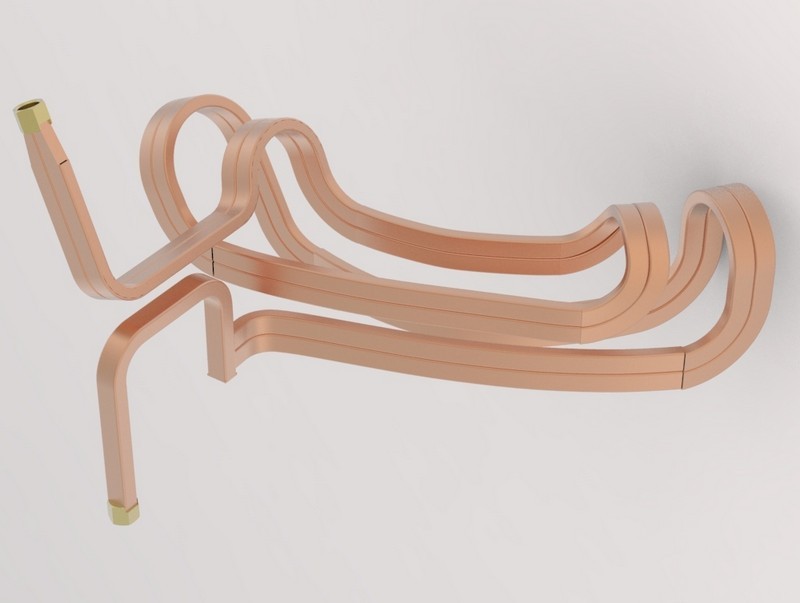
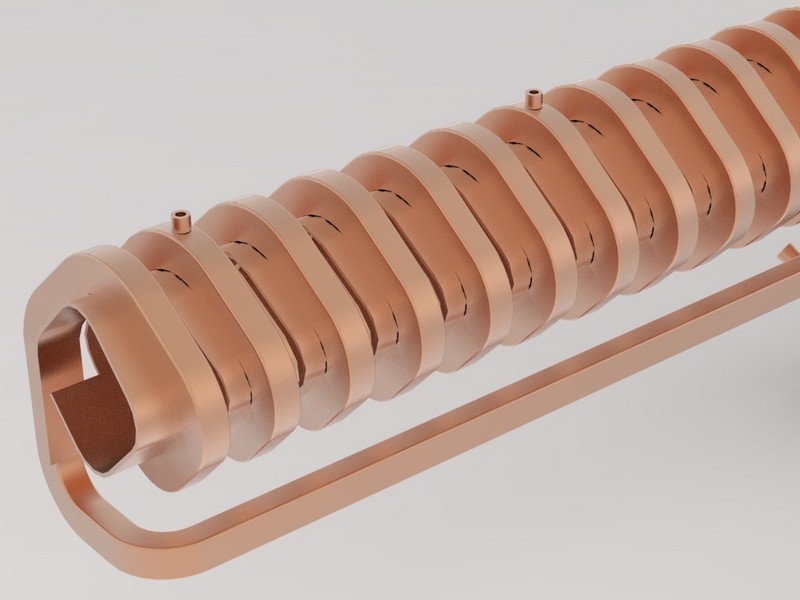
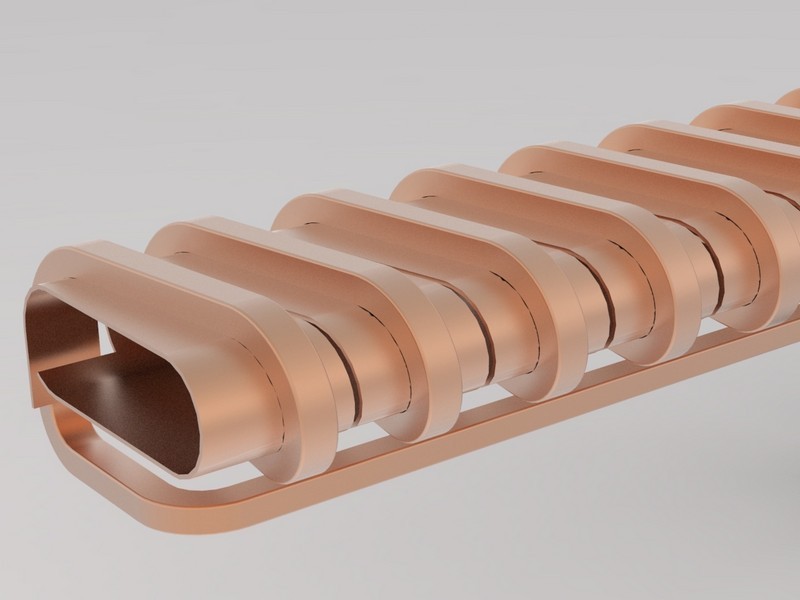
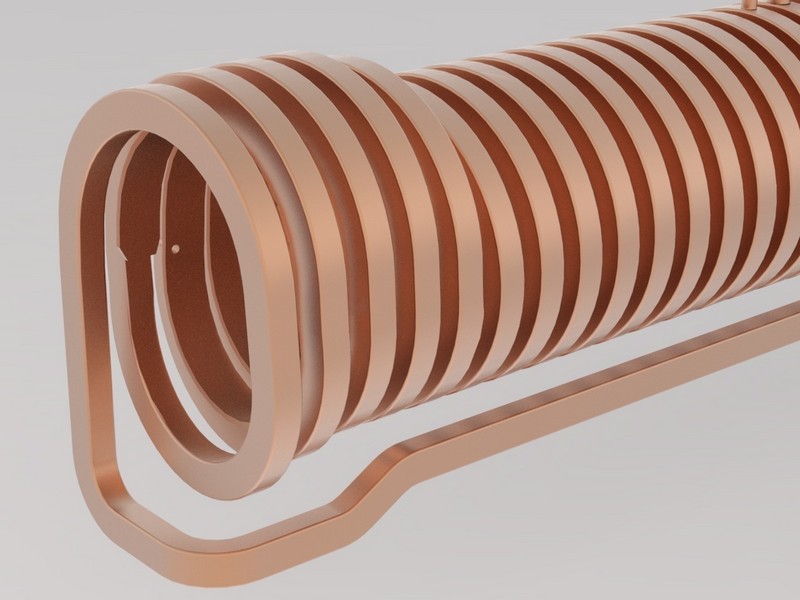
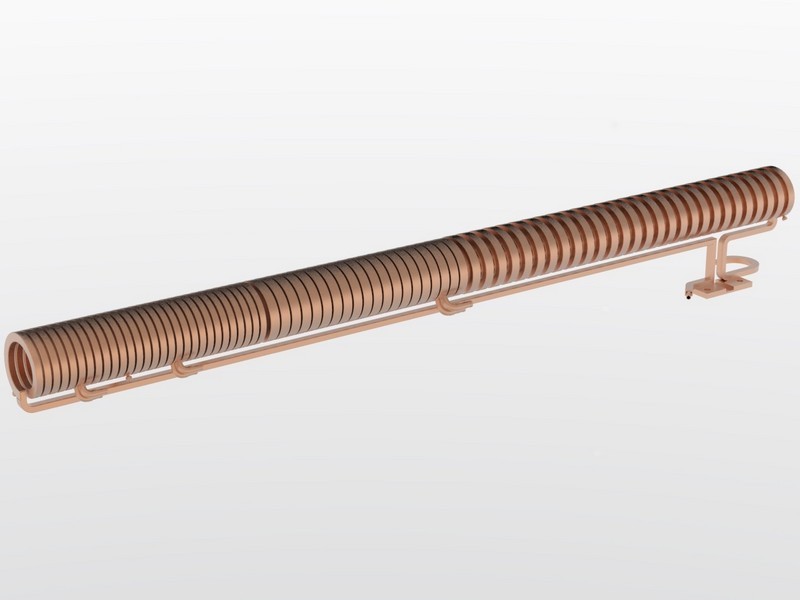
 The inductor is the end part of the induction heating system. The basis of the inductor is a coil, in which the workpiece is heated during the passage of alternating current. The coil is usually made of a water-cooled copper tube. In order to achieve maximum efficiency, we use special square profiles with a wall reinforced on one side or a strip brazed to the cooling tube. For continuous surface hardening, the coil can have an integrated shower. To improve the local heating of the shaped parts, ferromagnetic magnetic flux concentrators are placed around the coil. An electrical insulating coating is usually applied to the coil. For high temperature heating, refractories are inserted into the coil. The coil can be completely encased in concrete refractory. Such coils excel in mechanical resistance and long life. The workpiece can be placed inside a stainless steel or ceramic insert in the inductor. During in-line continuous heating the billets in the inductor are often moved on water-cooled stainless steel skid rails, which can be provided with an abrasion-resistant weld to increase their service life and reduce heat dissipation from the billets. The inductors for billet continuous heating can be widened at the end to allow gravitational falling out of the billets or pulling them out by the clamp extractor.
The inductor is the end part of the induction heating system. The basis of the inductor is a coil, in which the workpiece is heated during the passage of alternating current. The coil is usually made of a water-cooled copper tube. In order to achieve maximum efficiency, we use special square profiles with a wall reinforced on one side or a strip brazed to the cooling tube. For continuous surface hardening, the coil can have an integrated shower. To improve the local heating of the shaped parts, ferromagnetic magnetic flux concentrators are placed around the coil. An electrical insulating coating is usually applied to the coil. For high temperature heating, refractories are inserted into the coil. The coil can be completely encased in concrete refractory. Such coils excel in mechanical resistance and long life. The workpiece can be placed inside a stainless steel or ceramic insert in the inductor. During in-line continuous heating the billets in the inductor are often moved on water-cooled stainless steel skid rails, which can be provided with an abrasion-resistant weld to increase their service life and reduce heat dissipation from the billets. The inductors for billet continuous heating can be widened at the end to allow gravitational falling out of the billets or pulling them out by the clamp extractor. 
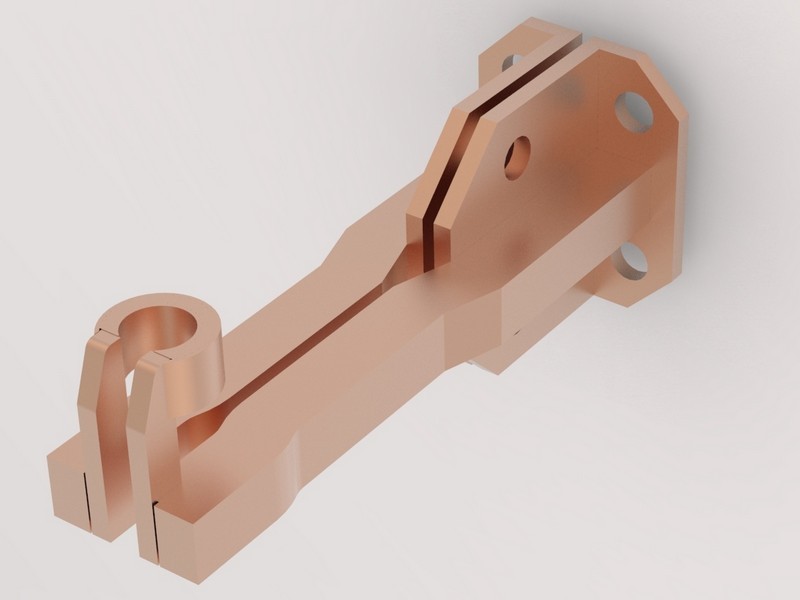
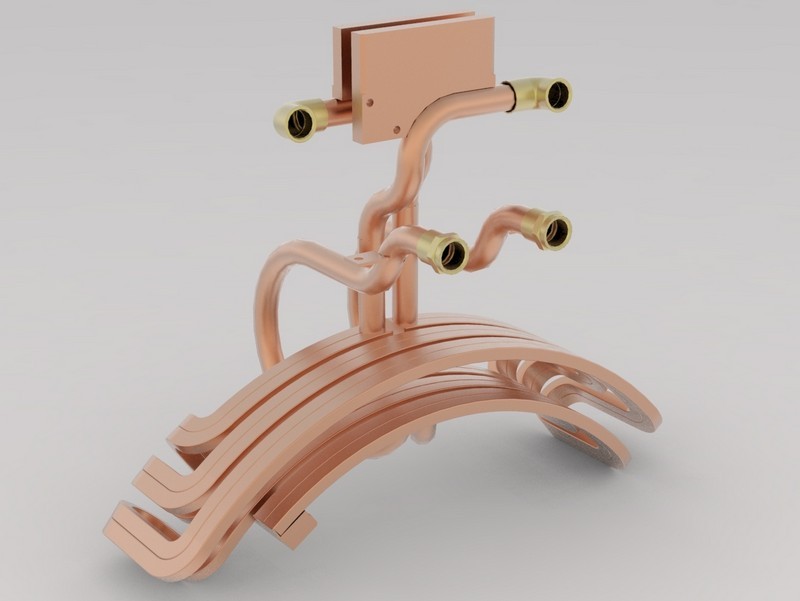
The inductors can be connected to the power supply by screw connections or by an automatic pneumatic clamp. Water cooling can be connected using quick connectors. The inductor can include various sensors: pyrometer for temperature measurement, light barrier for detecting the presence of workpiece, cooling water temperature sensors. Our inductors are designed to be quickly replaced on the heater. We can offer a fully automatic exchange of inductors on heaters with transversely displaceable inductors.
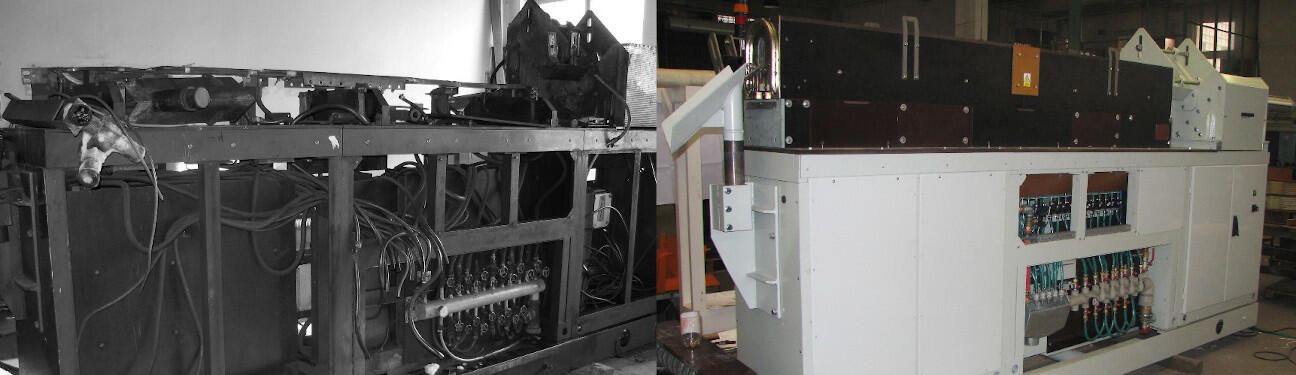
We use special workplace with the necessary technologies for the production and repair of inductors. The coils are wound on a winding machine or shaped by hand. Copper tubes sometimes have to be filled with sand so that they don’t collapse at small bending radii. Copper parts are joined by welding or soldering. The water tightness of the coil is tested by a pressure test. The production of inductors also includes the production of winding and concreting jigs. The coil is poured with refractory concrete in the form with a core on a vibrating table while adhering to the technological procedures of concreting. The refractory concrete mixture is prepared in a forced action mixer. A flow test is performed on the finished inductor, during which the flow through all cooling circuits is measured simultaneously.