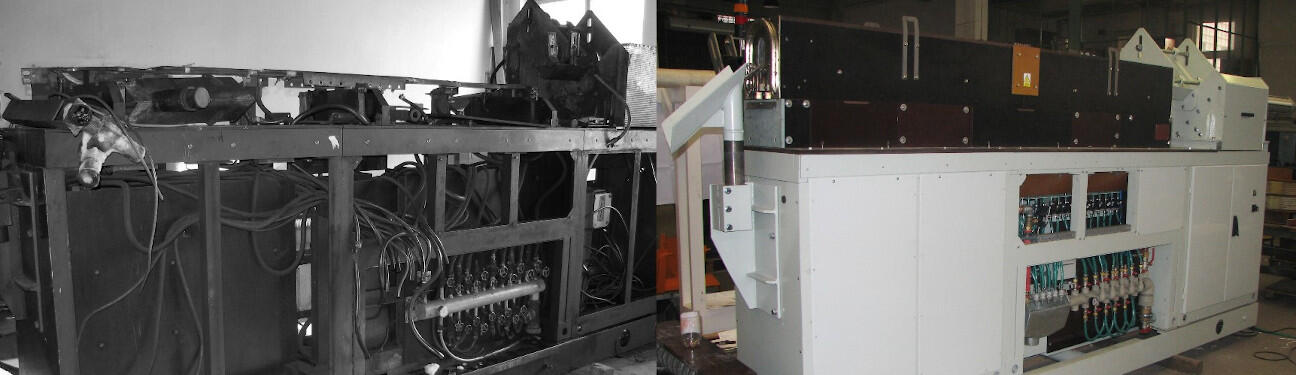
COMPLETE EQUIPMENT FOR INDUCTION HEATING




The heater is used for induction heating of steel billets with circular and square cross-section up to forging temperature. The thyristor frequency converter is built in the heater box thus the built-up space is saved and losses in MF cables are eliminated. The input mechanism enables either fully automatic or manual insertion of cold billets. The manual insertion is used for short billets which, in the automatic mode, are not able to be oriented in the right way.
In the automatic mode the operator puts the pallet with cold billets onto the pallet tippler bed. When the button is pressed the platform of the pallet tippler starts rotating and the billets are gradually poured out into the vibratory container. From it the cold billets are directed (one by one) onto the input conveyor.
In the manual mode the operator puts the billets directly from the palett to the above mentioned input conveyor. It moves the billets to the roller feeder which consists of a lower prismatic pulley and an upper pressure pulley. Both pulleys are driven and their speed can be set up on the communication panel.
The roller feeder inserts the billets into the inductor in a heating cycle. When one cold billet is pushed in, another heated one is pushed out of the inductor.
The inductor is connected with inlet and oulet cooling water by means of non drip quick couplers which enables quick exchange for another type. It is not necessary to discharge the cooling water from the inductor into the sewer system and, thereby, the operating costs of the cooling are reduced.
The heated billets fall out of the inductor onto the conveyor with a heated billet sorter. The billets can fall out in two ways:
A separator can be used for both ways of falling out. It separates the billets in case they are partly joined.
The temperature of the heated billet is measured by a contactless thermometer UPF V. The output of the heater is controlled according to the temperature as well as the heated billet sorter. It sorts the billets into three groups (properly heated, underheated and overheated ones).
The induction heater is controlled by Programmable Logic Controller (PLC) made in Siemens. The operation is done from the control box with buttons and the communication panel. The heating parameters (required temperature, output, temperature limits, operator´s log in etc.) are set up on the communication panel. All failures of the heater are displayed in text on this panel.



| Heated Material | magnetic steel | |
| Billet Dimensions | Ø D, square (one side) D [mm] | 70 - 100 |
| Length l [mm] | 1,4D - 250 | |
| Maximum Process Capacity [kg/h] | 2400 | |
| Billet Delivery Temperature [°C] | max. 1250 | |
| Nominal input values (power circuits) | ||
| Power Input [kVA] | 1200 | |
| Input voltage from separating transformer [V] | 3 x 400 | |
| Frequency [Hz] | 50 | |
| Nominal input values (control circuits) | ||
| Power Input [kVA] | 25 | |
| Voltage [V] | 3 x 400 | |
| Frequency [Hz] | 50 | |
| Nominal output values | ||
| Power [kW] | 1000 | |
| Frequency [kHz] | 0,4 - 1,2 | |
| Nominal output voltage [V] | 900 | |