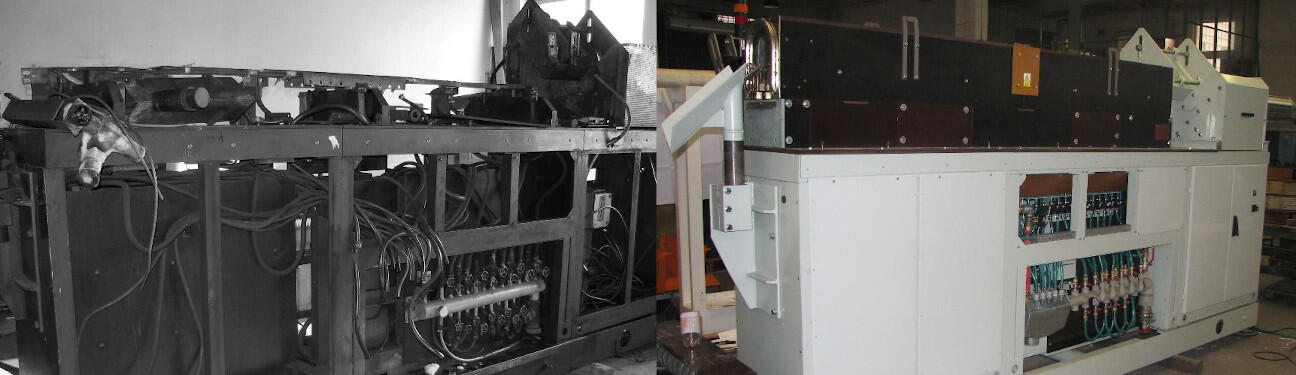
COMPLETE EQUIPMENT FOR INDUCTION HEATING




This heater is designed for the induction heating of round or square-shaped (cross-sectionally) steel billets to forging temperatures. It is designed for manual placement of the billets with the ability to place more billets at one time onto the feeding conveyor. heater control is handled by an Allen-Bradley programmable logic controller (PLC). The temperature of each heated piece is measured with a non-contact pyrometer and the time/date stamp and temperature value can be saved to the PLC memory. Furthermore, the heater is installed with a pair of retraction jaws and a hot billet sorter that will re-direct improperly heated pieces (overheated or underheated) to prevent them from continuing on to the press. The operator interfaces with the induction heater using the control panel which includes push-buttons and an interactive PLC display. The heater parameters (desired temperature, power level, temperature ranges, employee code, etc) are all set on the PLC display. This same display also communicates any faults in the induction heating system to the operator.

| Heated Material | magnetic steel | |
| Billet Dimensions | Ø D, square (one side)D [mm] | 15 - 60 |
| Length l [mm] | 1,2 D - 250 | |
| Power [kW] | 250 | |
| Frequency [kHz] | 10 | |
| Maximum Process Capacity [kg/h] | 600 | |
| Delivery Temperature of the Heated Billet [°C] | 1300 | |