COMPLETE EQUIPMENT FOR INDUCTION HEATING




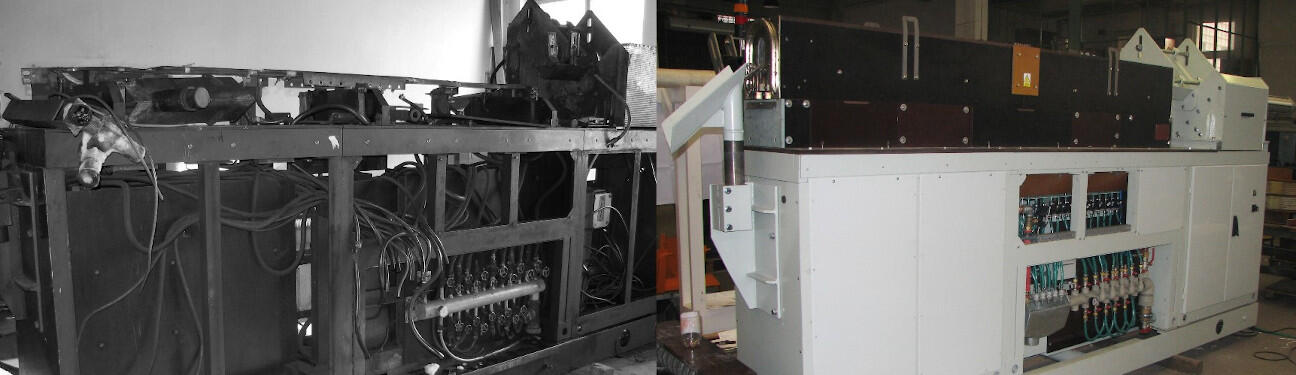
This equipment was re-designed upon reconstruction of the original ITO 161/8-C induction heater. The new design included replacing the original roller-feed mechanism with a pneumatic piston feed. The original R-ITO 161/8-C control cabinet was eliminated and the new controls were instead moved into the heater cabinet.
The heater is designed for the induction heating of square or round cross-sectional steel billets up to forging temperatures. It is designed for manual placement of the billets with the ability to place more billets at one time into the angled feed chute. The temperature of each heated piece is measured with a non-contact pyrometer and the time/date stamp and temperature value can be saved to the Unitronics PLC memory. The PLC memory also stores the heater operating parameters: desired temperature, power level, temperature ranges, employee login, etc. This same display also communicates any faults in the induction heating system to the operator.

| Heated Material | magnetic steel | |
| Billet Dimensions | Ø D, square (one side) D [mm] | 20 - 60 |
| Length l [mm] | 1,2 D - 200 | |
| Power [kW] | 160 | |
| Maximum Process Capacity [kg/h] | 320 | |
| Billet Delivery Temperature [°C] | 1250 | |