COMPLETE EQUIPMENT FOR INDUCTION HEATING




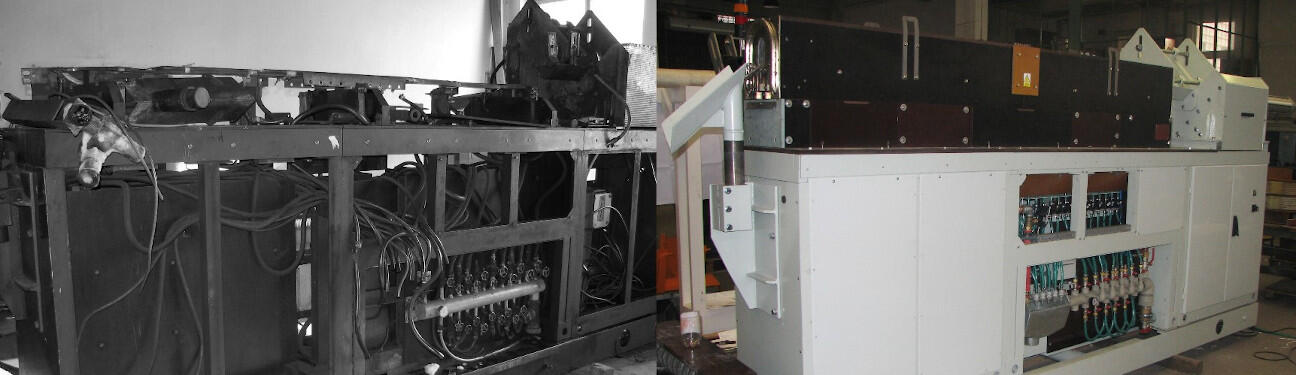
Induction heater made for MSV Metal Studénka, a.s. company, is used for induction heating of rod ends with circular cross-section up to forging temperature. It consists of input mechanisms, heater box, inductor, frequency converter and three-phase transformer.
Induction heater is designed in such a way that up to three rod ends can be heated at one time. The operator puts the rods manually into the individual inductor sections on the adjustable stop which determines the length of the heated part. By pushing the rod to the adjustable stop, the indicator at the respective inductor opening lights up and at the same time the timer of the heating time for the respective inductor section is switched on. When the required temperature has been reached the indicator above the respective coil lights up and the stop pushes the rod with its heated end out of the inductor to the point where it is removed for further processing.
The inductors are connected with inlet and oulet cooling water by means of quick couplers which enables quick exchange for another type. It is not necessary to discharge the cooling water from the inductors into the sewer system and, thereby, the operating costs of the cooling are reduced. When the main switch is on, the inductors are automatically connected to electricity.
The heater is controlled by Programmable Logic Controller (PLC) made in Siemens. The temperature of each heated rod end is measured by a non-contact temperature gauge UPF V. The induction heater is operated from the control box with buttons and the communication panel. Heating parameters (required temperature, output, etc.) are set on the communication panel. All failures of the heater are displayed in text on this panel, including the instructions for troubleshooting.


| Heated material | magnetic steel | |
| Dimensions of rods | Ø D [mm] | 15 - 75 |
| length l [mm] | 500 - 1500 | |
| length of heated part l [mm] | 50 - 300 | |
| Output [kW] | 250 | |
| Maximum heated amount [pcs/h] | 150 | |
| Rated output temperature of heated rod end [°C] | 1200 | |