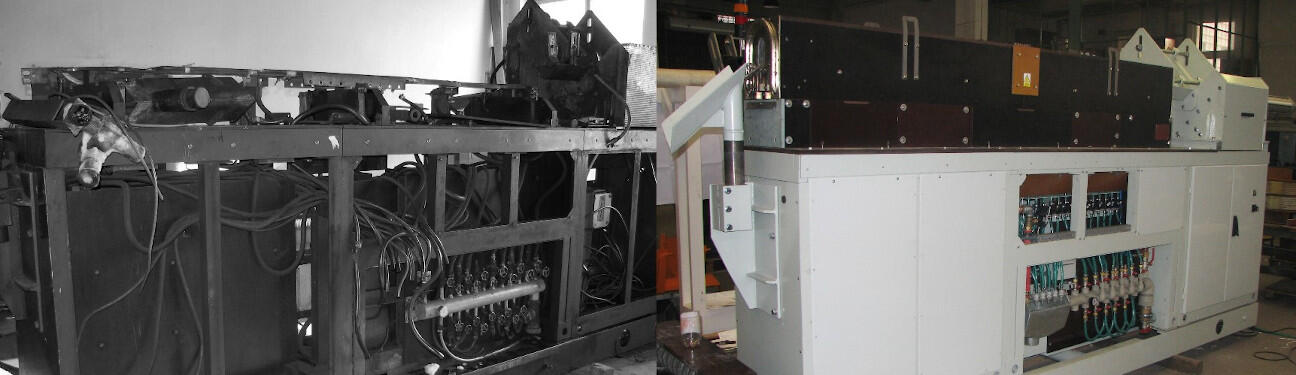
KOMPLETNÍ ZAŘÍZENÍ PRO INDUKČNÍ OHŘEV




|
|
Parametry ohřevu: |
hliník měď 14 kHz 105 mm 40 mm 125 mm 62 mm 60 s |
| Obr. 1 – Geometrie |
Indukční cívka je v tomto případě uvnitř ohřívané součásti. Protože je geometrie téměř symetrická, lze 3D případ zjednodušit na 2D. Nejprve provedeme elektromagnetickou harmonickou analýzu. Ta vypočítá, kde se vyvíjí teplo, tzv. Joulovo teplo (Obr. 2). Hustota Joulova tepla je úměrná druhé mocnině proudové hustoty. V ohřívaném materiálu teče proud opačným směrem než v cívce (Lenzův zákon). Na obrázku lze pozorovat skin efekt – proud teče nejvíce při povrchu vodiče. Přitom platí, že proudy tekoucí stejným směrem mají snahu být co nejdále od sebe a proudy tekoucí opačným směrem se naopak přibližují k sobě. Zejména u dolní části cívky s malým průměrem je patrný jev, kdy proud má snahu téct nejkratší cestou, tedy po vnitřním průměru cívky. Elektrickou účinnost lze spočítat jako poměr Joulova tepla ve skříni a celkového Joulova tepla. Zde vychází elektrická účinnost 40%. V cívce vzniká více tepla, než ve skříni. Ukazuje se, že nízký měrný elektrický odpor hliníku zhoršuje účinnost indukčního ohřevu. Také platí, že vnitřní induktory mají horší účinnost než běžně používané vnější induktory. Skříň se ohřívá hůře v dolní části, protože je zde vzhledem k průměru skříně příliš velká mezera mezi cívkou a skříní.
Elektromagnetická analýza většinou postačí pro optimalizaci tvaru cívky. Pokud chceme znát teplotu, je třeba přidat tepelnou analýzu. Přitom je třeba definovat tepelné vlastnosti materiálů, dobu ohřevu a tepelné ztráty do okolí. Protože je počítán 2D případ, nelze počítat vliv chladicích žeber, ale lze ho přibližně nahradit několikanásobným zvýšením koeficientu přestupu tepla na povrchu skříně. Obr. 3 ukazuje rozložení teploty po 60 vteřinách ohřevu. Teplo vznikající lokálně v malých oblastech je rychle rozvedeno po celé skříni kvůli vysoké tepelné vodivosti hliníku.
Nakonec zahrneme do simulace strukturální analýzu, která vypočítá deformaci skříně tepelnou roztažností (Obr. 4). Barevná škála zobrazuje radiální složku posunu. Větší průměr se zvětšil o 0,8 mm a menší průměr se zvětšil o 0,3 mm.
 |
 |
 |
| Obr. 2 - Joulovo teplo | Obr. 3 - Teplota | Obr. 4 - Deformace |