Kompaktní středofrekvenční ohřívače přířezů typové řady KSO do 630 kW
Kompaktní středofrekvenční ohřívače typové řady KSO jsou určeny k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Součástí ohřívače je i tyristorový měnič kmitočtu. Výhody umístění měniče kmitočtu v ohřívači:
- úspora zastavěného prostoru
- menší náklady na stavební úpravy (odpadají kabelové kanály)
- rychlejší a levnější montáž ohřívače u uživatele
- odpadají ztráty v SF kabelech
Ohřívače se skládají ze tří modulů - vstupního, ohřívacího a výstupního. Na zvláštní požadavek zákazníka lze ohřívače doplnit o třídičku ohřátých přířezů.
Kompaktní středofrekvenční ohřívače přířezů typové řady KSO do 630 kW
Základní technické parametry
| Výkonová řada |
160 kW |
250 kW |
400 kW |
500 kW |
630 kW |
| Ohřívaný materiál |
magnetická ocel |
Rozměry přířezů
|
Ø D, 4HR o straně D [mm] |
15 - 60 |
20 - 80 |
30 - 100 |
30 - 120 |
50 - 130 |
| délka l [mm] |
1,2D-300 |
1,2 D - 500 |
| Max. teplota ohřívaných přířezů [°C] |
1250 |
| Maximální ohřáté množství [kg/h] |
360 |
625 |
1020 |
1300 |
1600 |
| Výkon [kW] |
160 |
250 |
400 |
500 |
630 |
| Kmitočet [kHz] |
4 - 10 |
2 - 6 |
1,5 - 4 |
1 - 3 |
0,5 - 1,5 |
| Vstupní napětí z oddělov. transformátoru [V] |
3 x 300 |
3 x 340 |
3 x 400 |
| Příkon [kVA] |
200 |
315 |
480 |
600 |
800 |
| Spotřeba chladicí vody [m3/h] |
4 |
6,5 |
7,5 |
9,5 |
12 |
Řízení ohřívače a měniče je volně programovatelným automatem (PLC) od firmy Allan-Bradley nebo firmy Siemens (dle přání zákazníka). Teplota každého ohřívaného kusu je snímána bezdotykovým měřičem teploty a její výše a doba měření může být uložena do paměti PLC. Ovládání ohřevu je z ovládací skříňky pomocí tlačítek a komunikačního panelu. Parametry ohřevu (žádaná teplota, výkon, meze teploty, kód obsluhy apod.) se nastavují na komunikačním panelu. Na tomto panelu se formou textu zobrazí veškeré poruchy ohřívače a některé poruchy měniče.
Kompaktní středofrekvenční ohřívače přířezů typové řady KSO do 630 kW - ovládací skříňka
ovládací skříňka s komunikačním panelem fy. Allen-Bradley
ovládací skříňka s komunikačním panelem fy. SIEMENS
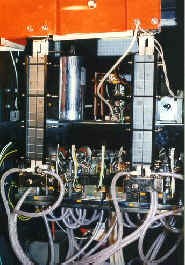
Ohřívací modul
Ohřívací modul je skříň, uvnitř které jsou uloženy:
- SF kondenzátory
- rozvod chladicí vody (umístěný na pravé nebo levé straně)
- vodou chlazené pásnice
- elektrické řízení ohřívače a měniče
- hlavní jistič
- tyristorový měnič kmitočtu
Kompaktní středofrekvenční ohřívače přířezů typové řady KSO do 630 kW - ohřívací modul
pohled na SF kondenzátory
pohled na tyristorový měnič kmitočtu
Na vrchu skříně je uložen induktor. Nový SF přívod a rychlospojky u chladicí vody zkracují dobu výměny induktoru na minimum. Induktory mohou být čtvercového nebo kruhového průřezu. Rozměry induktorů přednostně volit z této typové řady: 20, 25, 30, 45, 60, 80, 100, 120, 130. Na přání lze dodat i jiný rozměr induktoru.
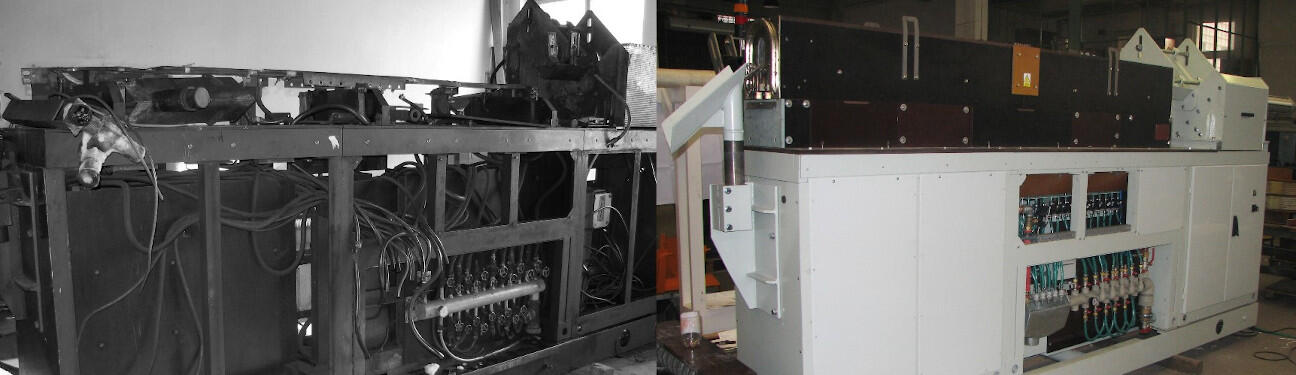
Ukázky kompaktních středofrekvenčních ohřívačů typové řady KSO do 630 kW
Ohřívač je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Tyristorový měnič kmitočtu je zabudován ve skříni ohřívače, čímž dochází k úspoře zastavěného prostoru a odpadají
více...
Ohřívač je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Tyristorový měnič kmitočtu je zabudován ve skříni ohřívače, čímž dochází k úspoře zastavěného prostoru a odpadají
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Vstupní mechanizace umožňuje buď plně automatické zakládání
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW dodaný do firmy Alper a.s., Prostějov je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Tyristorový měnič kmitočtu
více...
Kompaktní středofrekvenční ohřívač o výkonu 400 kW dodaný do firmy HF-Czechforge s.r.o., Cheb je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu.
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW dodaný do firmy OSTROJ a.s., Opava je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Tyristorový
více...
Dodali jsme do společnosti Sistaş Ltd., Çiğli-İZMİR v Turecku dva kompaktní středofrekvenční ohřívače o výkonu 500 kW. Jsou určeny k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací
více...
Kompaktní středofrekvenční ohřívač o výkonu 400 kW dodaný do firmy SWR Jihlava spol.s r.o. je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Je upraven pro ruční zakládání
více...
Kompaktní středofrekvenční ohřívač o výkonu 250 kW dodaný do firmy SWR Jihlava spol.s r.o. je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Je upraven pro ruční zakládání
více...
Kompaktní středofrekvenční ohřívač o výkonu 40 kW je určen k indukčnímu ohřevu trubek a konců tyčí, kruhového průřezu na kovací teplotu. Skládá se ze vstupních skříně ohřívače (do které je zabudován měnič
více...
Kompaktní středofrekvenční ohřívač o výkonu 200 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Je upraven pro ruční zakládání přířezů s možností vytvořit
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Součástí ohřívače je vodorovný dopravník do jehož
více...
Kompaktní středofrekvenční ohřívač o výkonu 300 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Součástí ohřívače je výklopník palet, který vysype paletu
více...
Kompaktní středofrekvenční ohřívač o výkonu 250 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Součástí ohřívače je výklopník palet, který vysype paletu
více...
Kompaktní středofrekvenční ohřívač o výkonu 250 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Je upraven pro ruční zakládání přířezů s možností vytvořit zásobu přířezů
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Vstupní mechanizace umožňuje buď plně automatické zakládání
více...
Kompaktní ohřívač rekonstruovaný v roce 2009 pro firmu TONA a.s. Pečky s tyristorovým měničem kmitočtu TMK-R 50/8, který je zabudován uvnitř skříně ohřívače. Ohřívač je určen k indukčnímu ohřevu ocelových přířezů
více...
Kompaktní středofrekvenční ohřívač o výkonu 630 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Je upraven pro ruční zakládání přířezů s možností
více...
Kompaktní středofrekvenční ohřívač o výkonu 250 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového průřezu na kovací teplotu. Součástí ohřívače je výklopník palet, který vysype paletu s přířezy do
více...
Kompaktní středofrekvenční ohřívač o výkonu 300 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Je upraven pro ruční zakládání přířezů
více...
Kompaktní středofrekvenční ohřívač o výkonu 250 kW je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Je upraven pro ruční zakládání přířezů
více...