Středofrekvenční indukční kalící zařízení SIKZ 160/10
Středofrekvenční indukční kalící zařízení bylo vyvinuto ve spolupráci s firmou Martenzit. Skládá se z postupného a speciálního středofrekvenčního kalícího stroje SP-01 a Z-01, Sf zdroje kmitočtu, třífázového transformátoru, vodního hospodářství VH-01-2S, chladicí mikrověže a induktorů.
Vzhledem k požadovanému širokému sortimentu nesourodých součástí bylo na jejich tepelné zpracování nutno aplikovat několik ruzných metod indukčních technologií. Ty bohužel kladou natolik rozdílné požadavky na aplikační stroj, že je nebylo možno jednoduše řešit jedním zařízením. Proto byli zvoleny dva samostatné, koncepčně zcela rozdílné kalící stroje. Vzhledem k tomu, že se požadavky na zdroj kmitočtu jak co do výkonu, tak i frekvence shodují pro celý sortiment součástí, je možno tyto dva stroje napájet jedním středofrekvenčním měničem kmitočtu.
- Kalící stroj SP-01 - konstrukčně vychází z praxí ověřené koncepce vertikálního postupného kalení, s možností kalení součástí do průměru 500 mm metodou postupného kalení po obvodě. Stroj v základním provedení je možno použít i pro postupné kalení nerotačních součástí. Dále je využitelný pro kalení ozubených kol s moduly m=10 a větší do průměru 500 mm metodou zub po zubu.
- Speciální stroj Z-01 - jedná se o jednoúčelový kalící stroj, vyvinutý speciálně pro aplikaci kalení ozubených kol s průměrem do 2000mm a s modulem m>=10 metodou zub po zubu (resp. mezera po mezeře). Stroj dále umožňuje kalení velkých (např. pojezdových) kol metodou postupného kalení po obvodě s nezbytnou měkčí oblastí v místě napojení.
Vlastní automatický cyklus kalení ozubených kol probíhá následovně: po založení a upnutí kola a seřízení stroje se kolo přesně ustaví uzamknutím indexace. Poté se automaticky zakalí příslušná zubová mezera. Následně se automaticky uvolní mechanická indexace kola a kolo se automaticky přetočí o zubovou rozteč do další pozice, která se přesně ustaví uzamknutím indexace a děj se cyklicky opakuje. Zakalení celého kola probíhá bez zásahu obsluhy v automatickém režimu.
- SF zdroj kmitočtu - stredofrekvencní statický menic kmitoctu zajištuje přeměnu elektrického proudu o síťové frekvenci na frekvenci potřebnou pro indukční kalení. Je to moderní polovodicový středofrekvenční zdroj kmitočtu o výkonu 160 kW a frekvenci 10 kHz. Měnič je umístěn ve dvou skříních (silové a řídící) mechanicky spojených a upevněných na společném rámu. Zdroj je vybaven sledováním stejnosměrného napětí a proudu v meziobvodu a frekvence SF proudu.
- Vodní hospodářství VH-01 - uzavrené vodní hospodárství VH-01-2S je automatické chladící zarízení zajištující distribuci chladících médií a chlazení indukčních kalících zařízení. Primární vodní chladící okruh je připojitelný na chladící mikrovež. Dva oddělené sekundární okruhy jsou určené k chlazení elektroniky a vlastní kalené součásti. Zařízení je vybaveno měřením tlaku, teplot, hladin a průtoku ve všech okruzích a je řízeno pokročilým systémem na bázi PLC.
Nedílnou součástí stroje je elektronický řídící systém, zajišťující programové a ruční funkce stroje a jejich stabilitu. Řídící systém umožňuje vysokou variabilitu technologického procesu díky možnosti kalení podle kalícího programu. Program pro kalení je volně definovatelný.
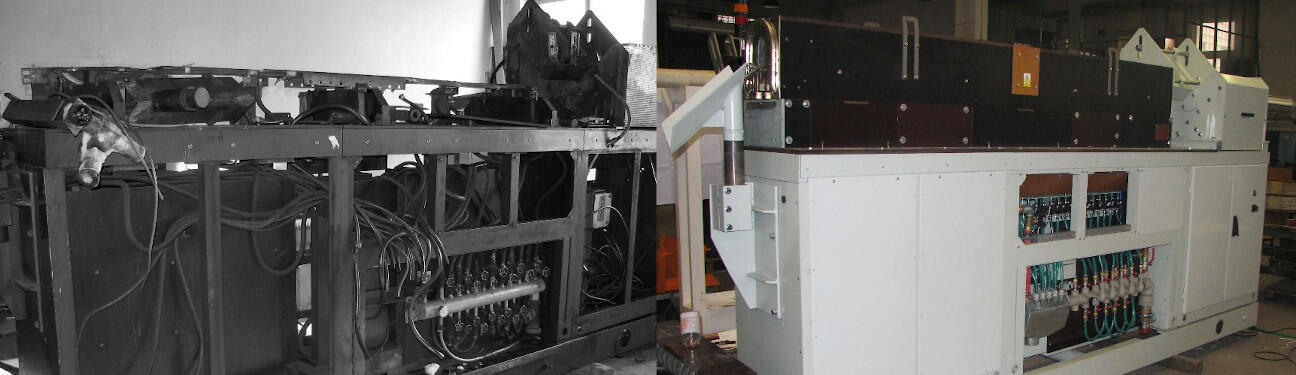
Kalící zařízení SIKZ 160/10
Kalící zařízení SIKZ 160/10 - dodáno do závodu Strojírny Třinec
Kalící zařízení SIKZ 160/10 - dodáno do závodu Strojírny Třinec
Základní technické parametry SIKZ 160/10
| |
Kalící stroj SP-01 |
Speciální stroj Z-01 |
| Rozměry součásti |
max. oběžný průměr [mm] |
500 |
2000 |
| max. délka [mm] |
1000 |
- |
| max. výška [mm] |
- |
300 |
| max. hmotnost [kg] |
5000 |
5000 |
| Kalená oblast |
max. průměr vert. [mm] |
250 |
- |
| max. délka vert. [mm] |
1000 |
- |
| min. průměr po obvodě [mm] |
- |
500 |
| max. průměr po obvodě [mm] |
500 |
2000 |
| min. průměr zub po zubu [mm] |
- |
500 |
| max. průměr zub po zubu [mm] |
500 |
2000 |
| max. výška součásti [mm] |
- |
300 |
| minimální modul [mm] |
m 10 |
| Technologie kalení |
postupně vertikálně
postupně po obvodě
zub po zubu
jednorázové a speciální ohřevy |
postupně po obvodě
zub po zubu
jednorázové a speciální ohřevy |
| Parametry zdroje |
Výkon [kW] |
160 |
| Frekvence [kHz] |
10 |