KOMPLETNÍ ZAŘÍZENÍ PRO INDUKČNÍ OHŘEV




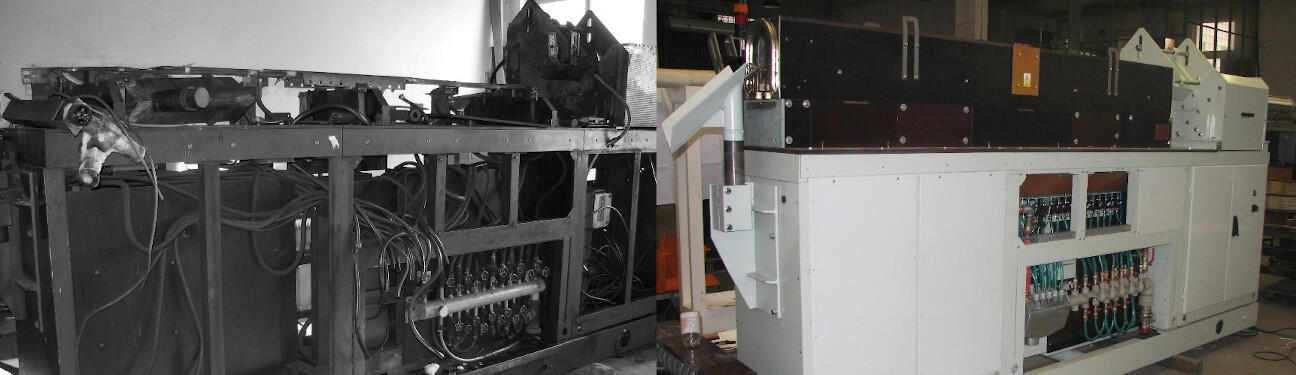
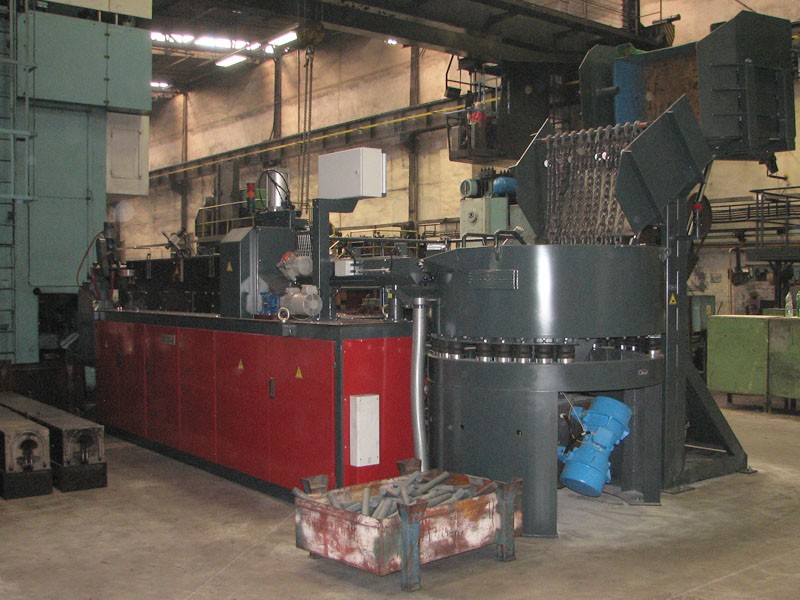
Ohřívač byl dodán do Ostroj a.s. Opava a je určen k indukčnímu ohřevu ocelových přířezů kruhového nebo čtvercového průřezu na kovací teplotu. Tyristorový měnič kmitočtu je v samostatné skříni. Vstupní mechanizace umožňuje buď plně automatické zakládání studených přířezů, nebo ruční zakládání. To se využívá na krátké přířezy, které není možné v automatickém režimu správně orientovat.
V automatickém režimu obsluha založí paletu se studenými přířezy na korbu výklopníku palet. Stisknutím tlačítka se plošina výklopníku palet začne otáčet, čímž dochází k postupnému vysypávání přířezů do vibračního zásobníku. Z něho vystupují studené přířezy orientovaně (jeden za druhým) na vstupní dopravník.
V ručním režimu ukládá obsluha přířezy přímo z palety na výše zmíněný vstupní dopravník. Ten přířezy dopraví ke kladkovému podavači, který tvoří dolní prizmatická kladka a horní přítlačná kladka. Obě kladky jsou hnané a jejich rychlost lze nastavit na komunikačním panelu. Kladkový podavač zasouvá přířezy v taktu ohřevu do induktoru.
Ohřátý přířez je na řetězový výstupní dopravník vytažen pomocí kladky, která je navržena tak, aby oddělila částečně slepené přířezy. Pokud je přířez nesprávně ohřátý, je klapkou usměrněn mezi přehřáté respektive nedohřáté přířezy. Pokud je přířez správně ohřátý, pokračuje dále po výstupním dopravníku v přímém směru k lisu.
Teplota ohřátého přířezu je snímána bezdotykovým měřičem teploty UPF IV. Dle výše teploty je regulován výkon ohřívače a je řízena funkce třídičky ohřátých přířezů.
Řízení ohřívače je volně programovatelným automatem (PLC) od firmy Siemens. Ovládání ohřevu je z ovládací skříňky pomocí tlačítek a komunikačního panelu. Parametry ohřevu (žádaná teplota, výkon, meze teploty apod.) se nastavují na komunikačním panelu. Na tomto panelu se formou textu zobrazí veškeré poruchy ohřívače.

| Ohřívaný materiál | magnetická ocel | |
| Rozměry přířezů | Ø D [mm] | 40 - 90 |
| 4HR o straně D [mm] | 40 - 90 | |
| délka l [mm] | 1,2D - 510 | |
| Maximální ohřáté množství [kg/h] | 1500 | |
| Výstupní teplota ohřívaných přířezů [°C] | max. 1250 | |
| Výkon [kW] | 630 | |
| Frekvence [kHz] | 0,85 - 2,5 | |